科特迪瓦A55锻造压板生产工厂
科特迪瓦A55锻造压板生产工厂
11.鱼尾板/铸造鱼尾板/锻造鱼尾板等;
允许条出现小的塑性变形,由于应变硬化效应,材料产生塑性变形后屈服点有所提高,这就是德国生产圈簧的工厂出厂前需预加荷载使其产生屈变形的原因
5.鱼尾螺栓穿不上时,应用锤敲打鱼尾板两头,把眼对准,不准用锤硬把鱼尾螺栓打入
、热压工艺参数是:时间45-60秒/mm、温度155±5℃、压强-0kg/cm2
14、投料量的计算方法是:
高摩闸瓦的(半)块中间内弧(长)度cm×厚度cm×宽度cm×(密)度2g/cm3=闸瓦型胚g/块
第5章非石棉高摩闸瓦的检测
随着我国科学技术的进步,铁路事业蓬勃的发展,铁路运行的提速,使闸瓦已经到了很好的发展与使用时机

KP03、KP06、115RE、组合压板、防爬器及其它各类轨道固定压板。目前我国混凝土枕使用的扣件均为不分式,除早期研制的螺栓扣板式、63型及70型扣板式扣件为刚性扣件外,其他均为性扣件。63型扣板式扣件由于当时生产水平所限,尚无 锚固技术,只能在混凝土枕中预埋木栓,拧入螺栓道钉,供扣件与轨枕的联结,此型式已成历史,现在已很难见到。70型扣板式扣件为有挡肩型,适用于50、43kg/m钢轨,用扣板扣压钢轨、更换不同号码的扣板可调整轨距,螺旋道钉与轨枕的联结采用 锚固形式,取消了木栓。目前,新建铁路已很少铺设,仅在既有线维修时用。螺栓扣板式扣件、63型扣板式扣件、70型扣板式扣件扣压件均采用刚性扣板,混凝土轨枕设挡肩,紧固扣板用的螺栓或固定于混凝土轨枕预留孔内的卡板中,或由下部螺旋旋入预埋于轨枕中的木套管中,或采用 锚固锚入混凝土轨枕的预留孔中。这种扣件性较差,扣压力率减较大,现已在正线全部淘汰。

涂装的方法有喷涂和手工涂刷两种,由于缺乏涂装经验,喷涂和手工刷的实际涂 m,比预期的设计厚度(30~60μm)高了许多5.4球面剩余厚度小于22mm时更换
该扣件用T型螺栓固定,并用螺距小的螺母上紧片,片扣压钢

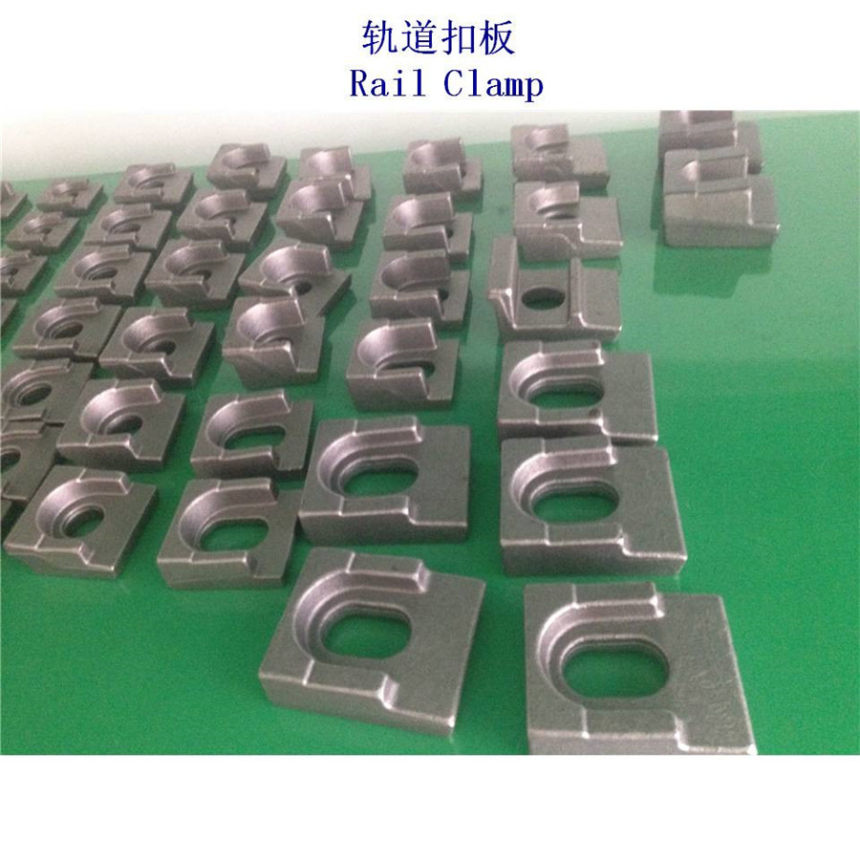
昆山艾力克斯铁路配件有限公司生产标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求生产。
昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板 系来控制,我们还获得的铁路产品生产许可证。我们拥有的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
昆山艾力克 15认证的公司。所有的流程都按照ISO质量管理体系的要求,从商的质量控制到成品,我们都是按照标准程序操作,对商我们有严格的质量控制系统。